



Ośmioobwodowy duplekser 2m o dużej dobroci wg. SP2XDM
W 1994 roku, w gronie kolegów, którzy wzięli udział w budowie przemiennika 70cm SR2GA pojawiła się myśl, aby zbudować przemiennik na pasmo 2m. Podstawową przeszkodą, jaką widzieliśmy wówczas było zbudowanie lub zakupienie filtra dupleksowego o parametrach wystarczających, aby przy odstępie częstotliwości nadajnika i odbiornika równej 600kHz odbiornik był odporny na intermodulację i nie spadała jego czułość w obecności sygnału nadajnika. Zakup gotowego filtra wydawał się niemożliwy ze względu na zbyt wysoką cenę, w stosunku do naszych możliwości finansowych. Próba zgromadzenia odpowiedniej kwoty również okazała się nieskuteczna, ze względu na zbyt małe zaangażowanie lokalnego środowiska.
Podjąłem się zatem zadania samodzielnego zbudowania filtra dupleksowego, nie mając świadomości ile trudności może to sprawić. Początkowo sprawa wydawała się prosta - w "Poradniku Ultrakrótkofalowca" kol. SP6LB opisał budowę dupleksera na pasmo 2m a i w dawnych publikacjach ARRL można było coś znaleźć na ten temat. Okazało się jednak, że sam zapał nie wystarczył na przeszkodzie stanęły po części brak doświadczenia, zaplecza maszynowego i aparatury pomiarowej. Po długim czasie, z jeszcze dłuższą przerwą udało się jednakże osiągnąć sukces, który pozwolił na użycie dupleksera w przemienniku. Budując go zrozumiałem kilka istotnych zjawisk i zależności, nabrałem pewnego dystansu w stosunku do realizacji pomysłów wytworzenia czegoś w warunkach amatorskich - co zazwyczaj produkują wyspecjalizowane firmy posiadające bogate zaplecze.
Na mojej stronie można znaleźć kilka artykułów dokumentujących prace nad duplekserem, ale ponieważ otrzymuję sporo zapytań na ten temat, postanowiłem je zebrać i uczynić łatwiej dostępnymi. Ponadto po wielu latach od tamtej budowy zgromadziłem sporo wiedzy teoretycznej, doświadczenia w strojeniu i przebudowałem z różnym skutkiem wiele konstrukcji fabrycznych z innych pasm na amatorskie. Całe to doświadczenie pozwolił mi zdecydować się, aby zbudować filtr dupleksowy na pasmo 2m z materiałów dostępnych w sprzedaży obecnie (w 2012 roku), w sposób amatorski ale o parametrach na poziomie nie ustępującym najlepszym rozwiązaniom przemysłowym.
Opis mojej pierwszej konstrukcji - krok po kroku od początku po końcowy etap modernizacji:
- pierwotna konstrukcja,
- modernizacja cz.1, cz.2, cz.3, cz.4, cz.5,
- wersja ostateczna, choć niedoskonała :-)
Duplekser ten, był jak na tamte czasy akceptowalny i do dziś działa w przemienniku SR2C. Nowa konstrukcja, która ma spełnić wymogi instalacji na obiekcie RTCN Chwaszczyno będzie zbudowana z zupełnie innych materiałów i będzie pozbawiona kilku istotnych błędów, np. braku łatwej regulacji współczynników sprzężeń i kompensacji termicznej.
Założenia teoretyczne nowego dupleksera:
- układ mieszany Bp-Br/Bp
- dobroć pojedynczego rezonatora współosiowego (równoległego) nieobciążonego Q > 5000,
- dobroć pojedynczej pętli rezonatora szeregowego pułapki w układzie Bp-Br Q > 600,
- separacja TxRX przy δf=600kHz lepsza niż 90 dB,
- straty IL < 1.5dB,
- tłumienie pozapasmowe (w szerokim zakresie) co najmniej 20dB,
- niski dryft temperaturowy,
- konstrukcja bazująca na dostępności materiałów w sprzedaży detalicznej (rury, profile),
- wykonanie przy użyciu minimalnego zestawu narzędzi (popularnej klasy tokarka, frezarka manualna, narzędzia ręczne).
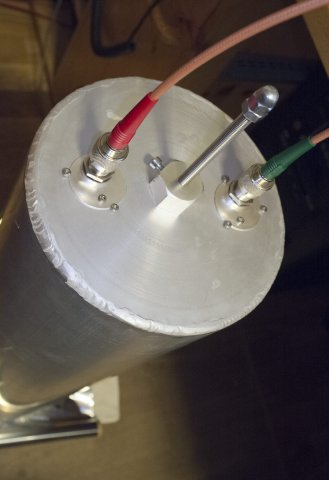
Wykonanie pętli sprzęgających - sześć sztuk pułapek szeregowych z kondensatorem (Bp-Br) i cztery sprzęgacze do obwodów typu Bp. Wszystkie pętle wykonane jako obrotowe, na podstawach wytoczonych z pręta mosiężnego ø= 40 mm. Grubość tarczy 3mm, zagłębienie 2mm, średnica podtoczenia 35.9mm. Pętle wykonane z rurki miedzianej grubościennej ø= 4mm (hamulcowej) posrebrzonej galwanicznie. Grubość powłoki srebrnej na tarczach i pętlach 6μm. Gwinty pod gniazda N - M12x1,5. Otwór trymera 5,9 podwiercony na 7,4 do połowy grubości tarczy. Pętle lutowane lutem miękkim, w miejscu styku gniazda N rurka posiada nawiercony prostopadle otwór 1,5mm do nasycania lutem. Uziemiony koniec pętli sprzęgających Bp mocowany jest do tarczy śrubą metryczną M3 ze stali A2 (koniec pętli jest nagwintowany).


W celu uzyskania maksymalnie wysokiego Q postanowiłem spełnić warunek D/d = 3.6 a impedancja linii długiej rezonatora przy założeniu D=180mm i d=50mm to (60 / sqrt(1,00059)) * ln(180 / 50) = 76,8333682.
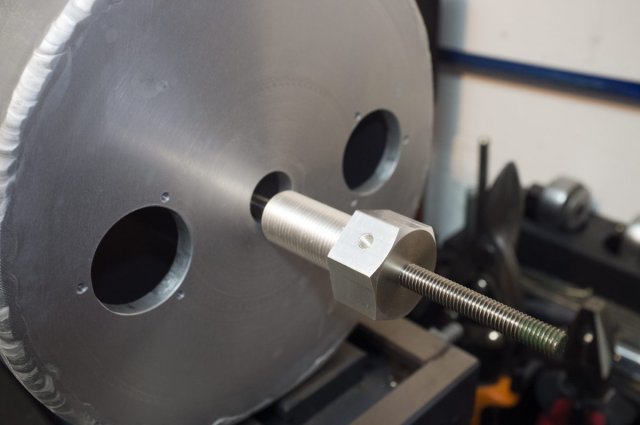
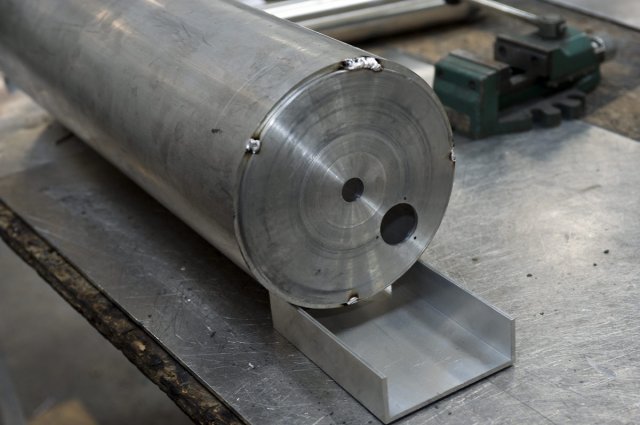
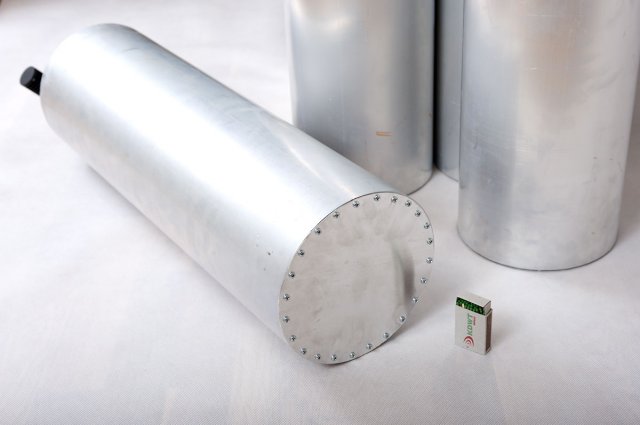
Cylinder - Rura Al ø=200mm l=650mm z wspawanym wiekiem. Wieko z blachy 8mm wytoczonej z rantem na pół grubości. Spawanie metodą TIG. Wieko stałe posiada centralnie wywiercony otwór ø=20mm do mocowania rezonatora, dwa otwory ø=36mm do mocowania tarcz sprzegaczy i sześc otworów gwintowanych M3 do śrub ustalających pozycję sprzęgaczy. Otwory o dużych średnicach wywierciłem wiertłem stopniowym. Drugie wieko demontowalne wycięte z blachy Al 0.5, przykręcane po obwodzie na 24 blachowkręty 3x8. Wieko o grubości 0.5 jest bardzo cienkie, ale wystrczająco sprełnia swoją rolę - uszczelnia obwód elektromagnetycznie. Równie dobrze można je wykonac z grubszej blachy albo w inny sposób - ten jednak jest chyba najtańszy i najprostszy do wykonania.
Rezonator - Rura Ms ø= 50mm l=480mm, nacięta na długości 20mm (sprężyny stykowe - 16 palców, lekko dogięte do wewnątrz). Długośc rury została wybrana tak, aby zakres przestrajania wypadał w zakresie pasma amatorskiego 2m z niewielkim marginesem. Długość 480mm pozwala przestrajać filtr w zakresie od 140 do 147.5MHz. Producenci filtrów tego typu stosują większy zakres przestrajania (krótszy element stały a dłuższy stroik), nie mniej jednak wtedy należy zapewnić znacznie lepszy styk w miejscu łączenia elementów. W moim rozwiązaniu stroik wystaje ponad nacięty wieniec ok 10mm co zapewnia dużą sztywność a jednocześnie pozwala na prawidłową pracę kompensacji termicznej. Zmiana częstotliwośći rezonansowa filtra w funkcji temperatury (dryft termiczny) jest uzależniona od rozszerzalności cieplnej pręta napędowego. Do eksperymentu użyłem pręta ze stali nierdzewnej A2. Pręt taki ma zdecydowanie niekorzystne właściwości i w rozwiązaniu ostatecznym zostanie zastosowany pręt ze stopu Inwar 36 o średnicy 8mm nagwintowany M8 na obu końcach.
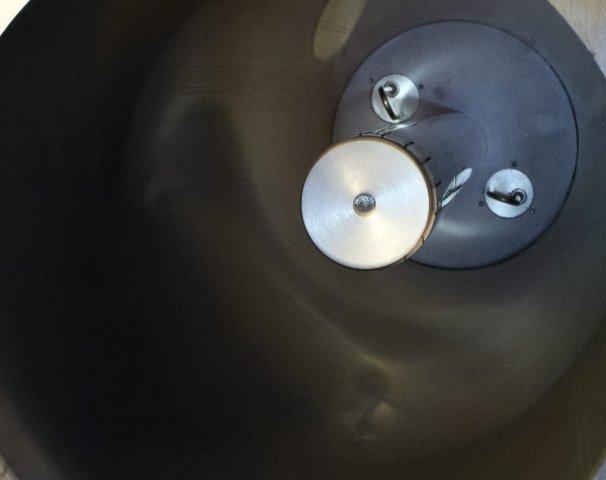
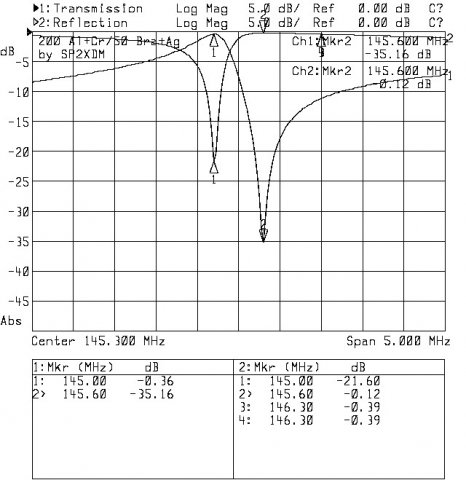
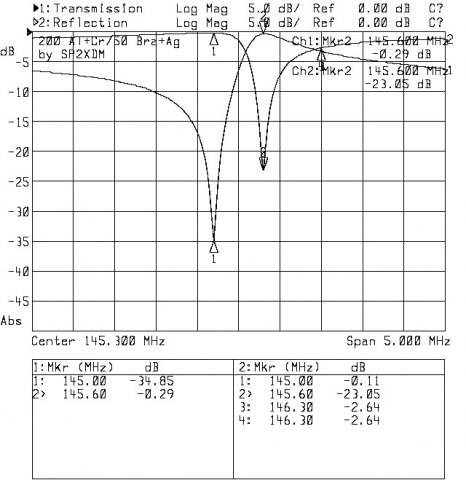
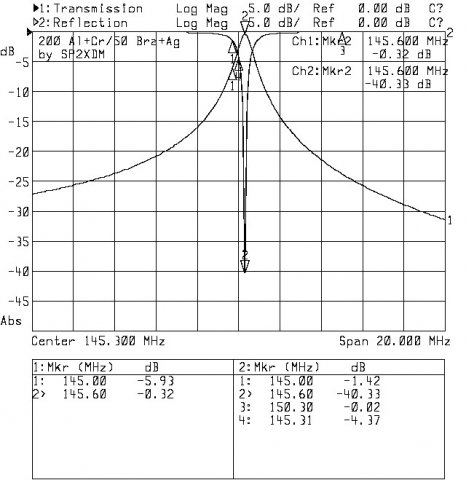
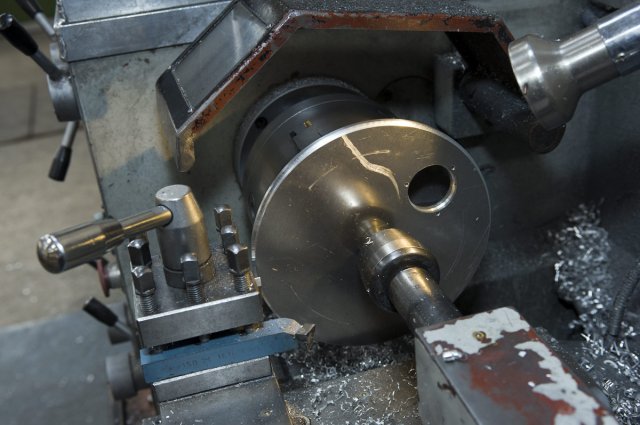
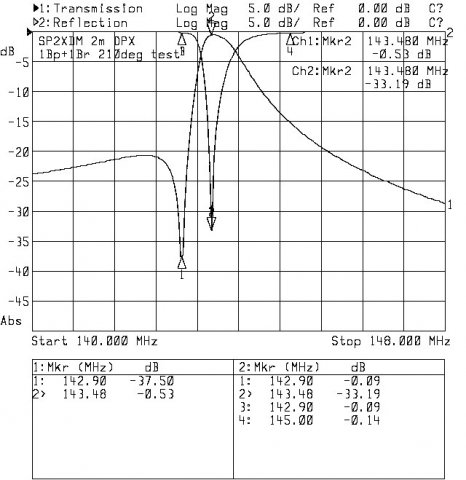
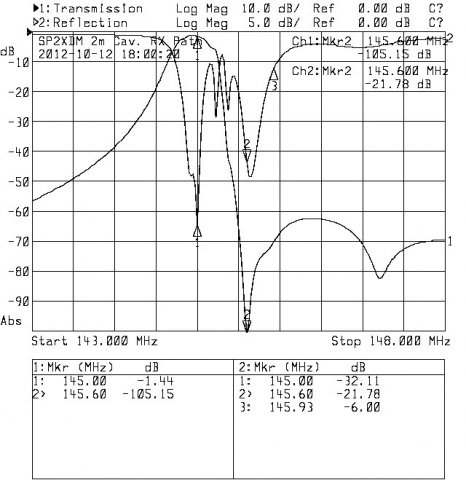
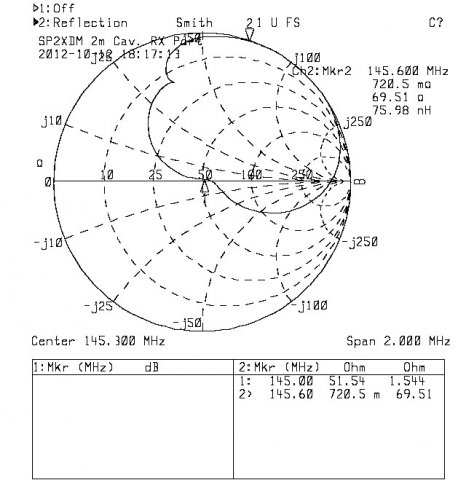
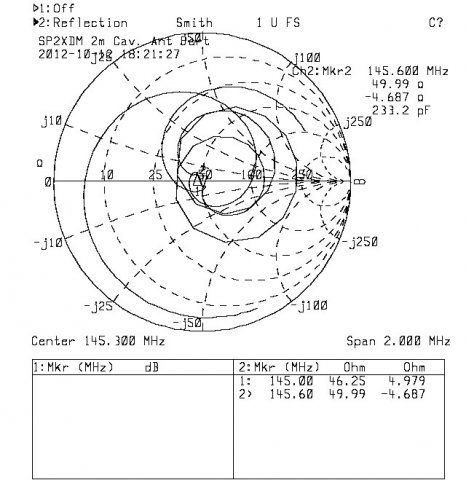
Mocowanie rezonatora do wieka cylindra śrubą specjalną z mosiądzu i wlutowaną tarczą z gwintami M20x1,5. Śruba z pręta Ms a=30mm posiada osiowy nagwintowany M8 otwór do inwarowego pręta napędzającego stroik i promieniowy otwór gwintowany M5 do śruby blokującej. Tarcza mocująca wykonana z pręta Ms ø=50mm. Średnica tarczy 48mm, grubość 15mm, radełkowana obwodowo na połowie grubości a następnie wbita w głąb rury rezonatora (za pomocą przyrządu pomocniczego - cylindra stalowego z kołnierzem). Tarcza po wbiciu zalutowana lutem miekkim przy użyciu nagrzewnicy gorącago powietrza (opalarki). Stroik w postaci jednostronnie zamkniętego cylindra ø=47,9 mm l=55 z otworem gwintowanym M8 w dnie (grubość denka 10mm). Stroik mocowany do pręta inwarowego na gwint M8 z przeciwnakrętką i dodatkowym kołkiem ø=2,5mm wbitym promieniowo. Na zdjęciach widać niektóre etapy wykonywania pojedynczego filtra w wersji eksperymentalnej, bez srebrzenia i chromianowania. Wykresy obrazują tłumienie w układzie Bp, dobroć obwodu słabo obciążonego i chrakterystykę dla układu Bp-Br.
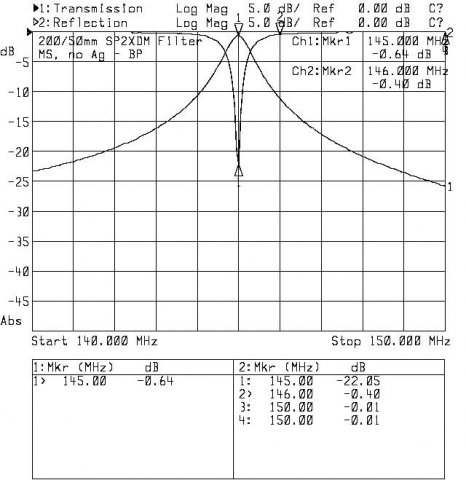
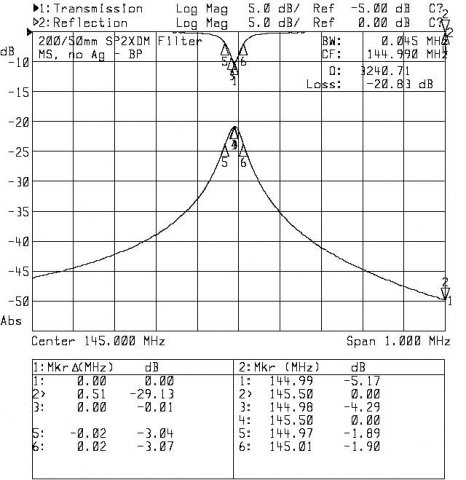
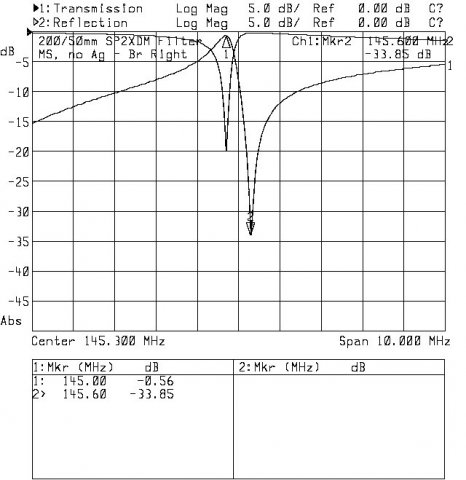
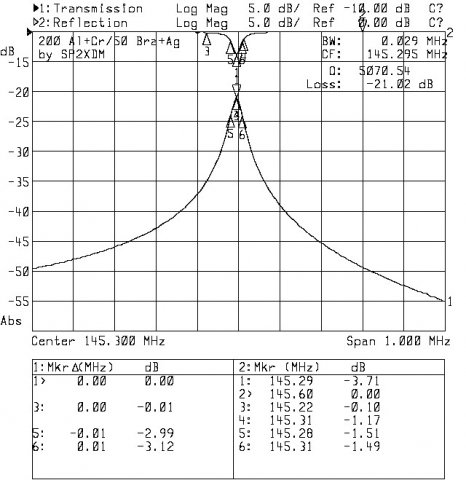
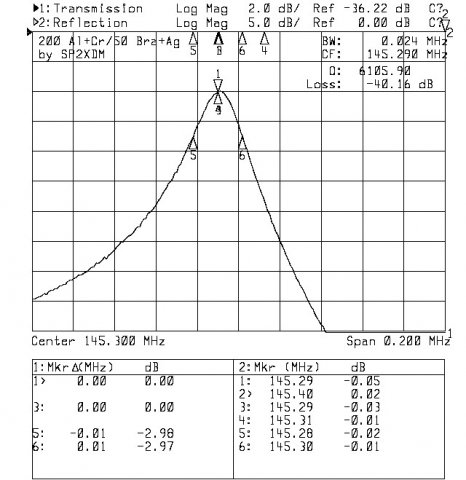
Posrebrzenie mosiężnego rezonatora, śruby i stroika a także chromianowanie aluminiowej rury podniosło dobroć z 3240 do 5070 przy takich samych warunkach pomiaru (sprzężenie na poziomie -20dB). Pomiar dobroci rezonatora jeszcze mniej obciążonego (sprzężenie -40dB) wykazał dobroć Q=6105. W układzie pasmowo-przepustowym uzyskałem -0.3/-6dB dB tłumienia dla pary częstotliwości w odstępie 600kHz. W układzie Bp-Br uzyskałem -0.3/-35dB w analogicznym odstępie, bez względu na to, czy rezonator został zestrojony jako lewostronny czy też prawostronny notch (odpowiednio dla gałęzi nadajnika i odbiornika). Warto zwrócić przy tym uwagę, że srebrzenie zmniejszyło tłumienie przepustowe w układzie Bp-Br z -0.6 do -0.3dB, a zwiększyło zaporowe z -33,5 do -35. Uzyskane rezultaty uważam za satysfakcjonujące. Zysk ze srebrzenia, choć może do pominięcia w przypadku jednej rury, jest zdecydowany. Teoretycznie pozwala zmniejszyć tłumienie przepustowe o połowę, co przy czterech rurach w gałęzi powinno pozwolić osiągnąć zakładane 1,5dB strat wtrąconych. Pozostaje zatem opracować sposób zamykania wolnego końca rezonatora, wykonać pozostałych siedem rur (z chromianowaniem włącznie) i złożyć kompletny duplekser.











Uzyskane rezultaty można porównać np. z jednoobwodowym filtrem o podobnej konstrukcji i wymiarach, mianowicie PRF8-1V rosyjskiej firmy Radial. Charakterystyki są niemalże identyczne, a jedyną istotną róznicą jest znacznie większa masa mojej konstrukcji. Wykonany przemysłowo filtr jest znacznie lżejszy. Wynika to z dostępności rur cienkościennych (być może fabryka sama je zwija z blachy jako rurę ze szwem). Ja wykonałem obudowę z rury wytłaczanej 200/10, co jest strasznym marnotrawstwem aluminium, a zatem i pieniędzy na materiał. Cena jednego fabrycznego obwodu wynosi 259 EUR + transport z rosji + cło i VAT czyli około 1700 zł po aktualnym kursie EUR/PLN z początku września 2012. Według mojej kalkulacji koszt materiału (nieoptymalny, przy produkcji jednostkowej i zdecydowanie przepłaconym aluminiowym cylindrze) to ok 420zł na obwód... czyli 4 razy taniej jest zrobić samemu, niż kupić gotowy po cenie rynkowej.











































Pierwsze próby strojenia rezonatora za pomocą pręta ze stali nierdzewnej doprowadziły do niewielkiej zmiany konstrukcyjnej. Okazało się, że tarcie stroika w rezonatorze podczas jego obracania jest tak duże, zwłaszcza w momencie "ruszania z miejsca", że możliwe jest odkręcenie stroika z pręta napędowego pomimo zastosowanej przeciwnakrętki i zębatej podkładki. Postanowiłem zatem zastosować bardziej skuteczną blokadę przed odkręceniem stroika. Mianowicie, w stroiku wykonałem promieniowy otwór z gwintem M4 i pogłębieniem dla łba śruby imbusowej M4x16. Postanowiłem użyć śruby z łbem a nie kołka ustalającego, ponieważ śruba z łbem ma większe gniazdo sześciokątne i można dokręcić ją z większą siłą bez ryzyka zniszczenia gniazda. W pręcie napędowym wyfrezowałem promieniowo gniazdo na śrubę. Zamknięcie wolnego końca rezonatora wykonałem w najprostszy do zrealizowania sposób. Wyciąłem pokrywy z blachy Al 0,5 mm po dwie sztuki (dla usztywnienia) przykręciłem na 24 blachowkręty, uprzednio nawiercając otwory w ściankach rur. Z pewnością można to wykonać lepiej, np wytłoczyć pokrywy na prasie i wkładać je do środka, jak robi np. Sinclair - ale wymaga to zrobienia matrycy do prasy, co przy 8 sztukach jest nieopłacalne.
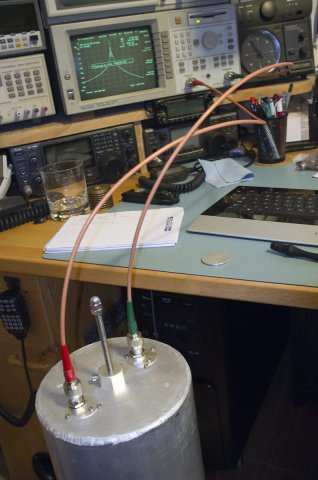
Próbę łączenia rezonatorów i dobór długości kabli sprzęgających mogę uznać za zakończone. Kable są dopasowane do pełnienia funkcji łączników pomiędzy obwodami Br (90), Br a Bp (210) i Bp (180). Niestety, zamówione wtyki N typu Telegaertner J01020A0110 nie dojechały. Brak prętów Invarowych również uniemożliwia dalsze próby. Pozostaje uzbroić się w cierpliwość :-).
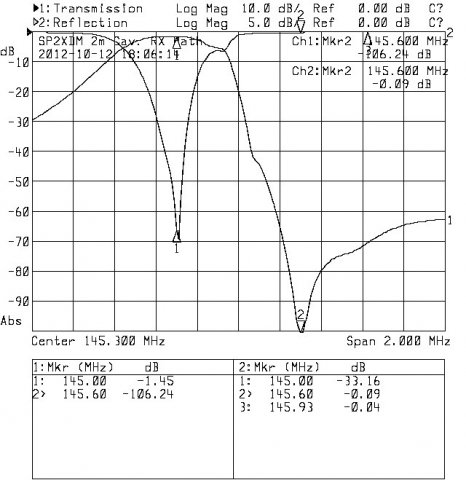
4 października otrzymałem zamówione pręty ze stopu Invar36. Dzięki temu już dzień później nagwintowane pręty zostały zamontowane we wszystkich ośmiu rezonatorach. Obróbka Invaru nie jest zadaniem prostym. Podczas gwintowania pręty bardzo się grzeją, wymagają chłodzenia i smarowania. Zwykła narzynka HSS też się szybko niszczy dając nierówny gwint. Gwintowanie wymaga bardzo niskich obrotów tokarki, a gwintowanie z ręki w imadle jest nieporozumieniem - nie sposób naprowadzić narzynki na tyle prostopadle, by gwint nie zszedł na bok na tak dużej długości. Egzamin zdała narzynka ze stali kobaltowej HSSE (wersja INOX produkcji zakładów FANAR) i specjalny preparat do gwintowania stali wysokostopowych. Obecnie mam możliwość pomierzenia trzech obwodów naraz, ponieważ w dalszym ciągu brakuje mi wtyków N (dostawa z Telegaertnera opóźnia się). Wyniki pomiarów pojedynczych rezonatorów, zestrojonych zgodnie z przeznaczeniem, a także jednej pary Br+Br oraz trójki Bp+Br+Br zamieszczam poniżej. Obwody zestroiłem tak, aby uzyskać minimalne tłumienie przepustowe, przy założeniu, że tłumienie zaporowe na poziomie -30dB na obwód Br - 5dB na obwód Bp pozwoli uzyskać conajmniej 100dB separację TX-RX.
| Oznaczenie rezonatora | Typ obwodu | Tłumienie fRX (145.000) [dB] | Tłumienie fTX (145.600) [dB] |
| RX1 | Bp | -0.42 | -8.80 |
| RX2 | Bp | -0.36 | -7.50 |
| RX3 | Br | -0.19 | -32.40 |
| RX4 | Br | -0.17 | -32.03 |
| TX1 | Bp | -5.10 | -0.27 |
| TX2 | Br | -31.22 | -0.16 |
| TX3 | Br | -31.16 | -0.13 |
| TX4 | Br | -31.62 | -016 |


12 października 2012 - pierwsza próba całego dupleksera. Duplekser zestawiłem w układzie niesymetrycznym - w gałęzi odbiorczej dwa obwody pracują jako pasmowo-przepustowe, zaś w gałęzi nadawczej jeden. Pozostałe pracują w układzie zaporowym. Rozwiązanie to ma zapewnić spełnienie dwóch nieco innych założeń. Pierwsze to minimalne tłumienie w torze nadajnika, na poziomie 1dB (ponieważ dodatkowe tłumienie w tej gałęzi doda cyrkulator, ponadto bardziej istotne jest wycięcie emisji niepożądanych na fRX niż w szerokim paśmie), zaś drugie to silne, co najmniej 60 dB tłumienie zakłóceń pozapasmowych przy jednoczesnym tłumieniu fTX na poziomie lepszym niż 90dB i tłumieniu przepustowym nie większym niż 1.5dB. Wyniki pomiarów pasma przepustowego są dokładne, wyniki pomiarów pasma zaporowego obarczone są błędem, wynikającym z dynamiki mojego analizatora wektorowego, który przy użyciu filtra o szerokości 15Hz i uśrednianiu osiąga zaledwie 110dB dynamiki. Wykonałem dodatkowe pomiary, z pominięciem jednego obwodu Br w każdej z gałęzi, co pozwala przybliżyć się do wyników tłumienia zaporowego z przybliżeniem +/- 1 dB.
| Parametr | Gałąź RX | Gałąź TX |
| Kolejnośc i typ obwodów (kąt fazowy sprzęgacza) | Br (90) Br (210) Bp (180) Bp | Br (90) Br (90) Br (210) Bp |
| Tłumienie przepustowe [dB] | -1.45 | -1.06 |
| Tłumienie zaporowe [dB] | ~ -105.0 | ~ -115.0 |
| Tłumienie pozapasmowe [dB] | < -70.0 | < -35.0 |
| Dopasowanie | < -25.0 | < -33.0 |
| Szerokość pasma przepustowego -0.5dB [kHz] | 100 | 150 |
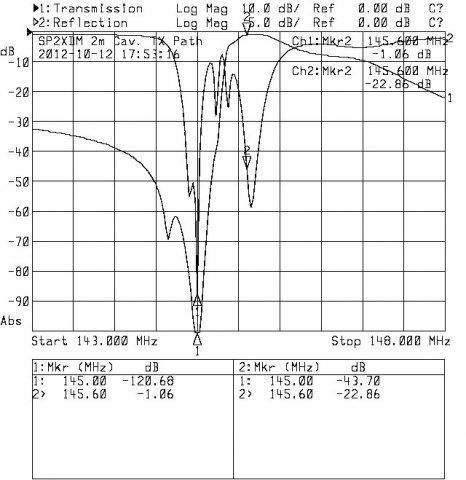
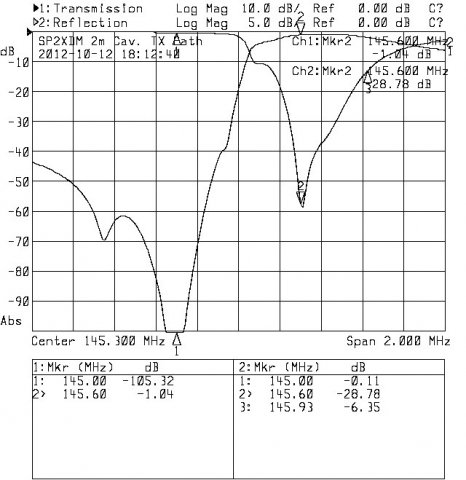
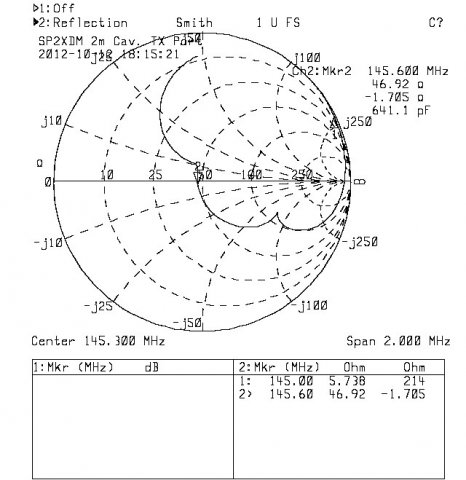
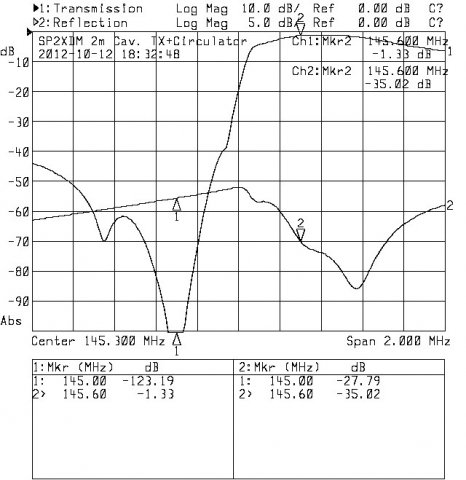
Ostatni wykres przedstawia tłumienie i dopasowanie gałęzi nadajnika wraz cyrkulatorem JQL JCC0144T0148N15, wykonanym na moje zamówienie specjalnie do tego projektu.
Podsumowując, mogę stwierdzić, że po dwóch miesiącach prac osiągnąłem zamierzony cel. Duplekser spełnia założenia, a nawet je przewyższa. Koszt materiałów i usług galwanizerni zamknął się w 4 tys. złotych. Szczegółowy kosztorys i wykaz materiałów oraz niezbędnych narzędzi zamieszczam poniżej. Może się wydawać, że jest to spora kwota, ale z pewnością za tą cenę można kupić co najwyżej czteroobwodowy duplekser typu Br o zdecydowanie gorszych parametrach i bez jakiegokolwiek tłumienia pozapasmowego. Zakup gotowego urządzenia o podobnych parametrach to koszt co najmniej trzykrotnie wyższy. W tej kalkulacji nie liczę godzin, które poświęciłem na wykonanie dupleksera - anii tego, że z pewnością nie każdy ma dostęp do warsztatu ślusarskiego, toczenia, frezowania itp. W przypadku koniecznści zlecenia wszystkich prac taka jednostkowa budowa byłaby zapewne nieopłacalna. Czy ktoś zatem spróbuje powtórzyć lub ulepszyć taką konstrukcję? Jeśli tak - uprzejmie proszę o informację, chętnie wymienię się doświadczeniami.













Do zbudowania kompletnego dupleksera potrzeba zaopatrzyć się w następujące materiały:
- 0,5 m2 blachy Al 8mm,
- 0,5 m2 blachy Al 0.5mm,
- 6 mb. rury Al ø=200 / 10 (lepiej o cieńszej ściance, ale niedostępne przy tak małej ilości),
- 4 mb. rury Ms ø=50 / 1,
- 0,6 mb. pręta sześciokątnego Ms a=30 mm,
- 0,5 mb. pręta Ms okrągłego ø= 50 mm,
- 0,2 mb. pręta Ms okrągłego ø= 40 mm,
- 5 mb. pręta Inwar 36 ø= 8mm (ok 3kg),
- 1,5 mb. rurki miedzianej (hamulcowej, grubościennej) ø= 4mm,
- 6 szt. trymerów powietrznych Johansonn-Airtronic 0,6-10pF,
- 6 szt. trójników N F-M-F,
- 1 szt. trójnik N F-F-F,
- 10 szt. gniazd panelowych N Radial typ: R161.606.000 (z gwintem M12x1 od tyłu kołnierza),
- 16 szt. wtyków N RG214,
- 3 mb. kabla RG214,
- 8 szt. śrub A2 M5 x 30 z łbem sześciokątnym,
- 34 szt. śrub A2 M3x12,
- 64 szt. śrub A2 M4x25,
- 16 szt. nakrętek A2 M8,
- 8 szt. nakrętek kołpakowych A2 M8,
- 192 szt. blachowkrętów 3x8.
Maszyny i narzędzia:
- tokarka, wznios kła minimum 120mm, długość łoża min 750mm,
- wiertarka stacjonarna lub lepiej wiertarko-frezarka,
- spawarka TIG,
- wiertło stopniowe lub wiertła (potrzebne średnice 20, 36mm) lub wytaczadło do wiertarko-frezarki)
- wiertła 2.5, 3.0, 3.2, 3.3, 4.0, 6.9, 7.0, 7.1, 11.0 mm,
- Frezy czołowe 5mm, 8mm,
- gwintowniki i narzynka drobnozwojne M20x1,5,
- gwintowniki drobnozwojne M12x1,
- gwintowniki i narzynka drobnozwojne M8x1 (lub typowe M8 - wtedy mniej prcyzyjne strojenie),
- gwintownik maszynowy przelotowy M3,
- nagrzewnica (opalarka) lub palnik do lutowania, lutownica,
- dostęp do usług galwanizerni - srebrzenie mosiądzu i chromianowanie aluminium,
- dostęp do wektorowego analizatora sieci o dynamice co najmniej 100dB.
Koszty materiałów i usług:
- elementy mosiężne (rura, pręty okrągłe i sześciokątne) 600 PLN (Profmetkol),
- elementy aluminiowe ok. 1200 PLN (Profmetkol),
- gniazda N, wtyki N, trójniki N, trymery powietrzne, kable, śruby - ok. 600zł,
- pręty inwarowe 908 PLN (Bibus Metals),
- srebrzenie mosiądzu 450 PLN (ZGiL Radmor),
- chromianowanie aluminium 170 PLN (ZGiL Radmor),
- ewentualne koszty toczenia, spawania i innych prac, których nie można zrobić samemu - według możliwości.
Wymiary gotowej konstrukcji S/G/W: 800/400/850 mm, ciężar: 97kg (wraz trójnikami, kablami i cyrkulatorem).
Serdeczne podziękowania dla Pana Janusza Sidora i firmy Helsico, za nieocenioną pomoc, wkład pracy i zaangażowanie, bez którego nie dałbym rady zrealizować tego projektu.

Pomiary wykonałem za pomocą analizatora sieci HP8711A. Kalibrację zapewnia zestaw CKB050 EAGLE.

